
Kesalahan format email
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Cetakan casting die (ruang dingin)
Cetakan casting die (ruang dingin)
1. Bagian mana composed die?
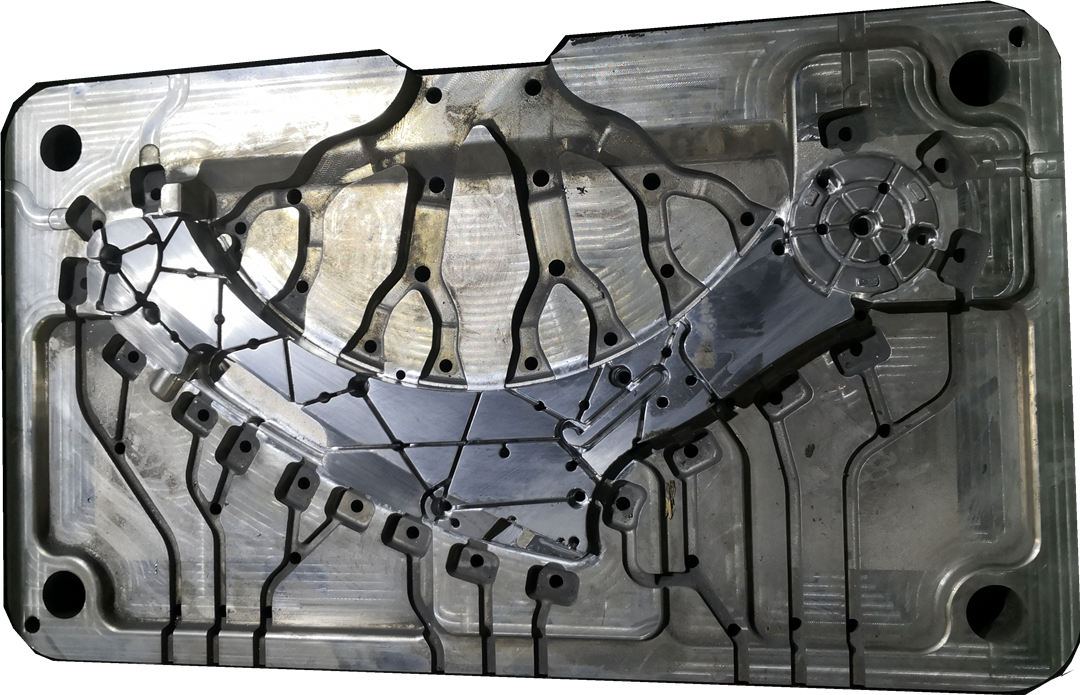
A: Struktur cetakan die-cast dapat dibagi menjadi bagian-bagian berikut sesuai dengan fungsinya: (Gambar di bawah)
(1) membentuk bagian (inti bergerak, pembentukan insert, inti, dll.)
(2) Bagian mFrame (belat cetakan yang dapat dipindahkan, pelat AB, braket, dan kaki)
(3) Sistem bypass (tuangkan penutup outlet, kerucut pengalihan, saluran tuang transversal, dan ventilasi masuk)
(4) Sistem pelepasan overflow (tangki overflow, tangki knalpot uap)
(5) Mekanisme out (Counterpane, pelat pemasangan counterpane, top dari pelat, batang reset)
(6) Bagian Panduan (kolom pemandu, lengan pemandu, kolom pemandu tengah, lengan pemandu tengah)
(7) Mekanisme ekstraksi inti (slider ekstraksi inti, kolom pemandu miring, blok kompak, pegas, dll.)
(8) Lainnya (sistem pendingin, sistem pemanas, kolom penguat, dll.)
2. Bahan apa yang disebabkan oleh cetakan die-cast?
A: Cetakan casting kami terutama terbuat dari produk baja berikut:
(1) H13 (baja tahan panas) sebagai inti die depan dan belakang, inti pompa, tuangkan penutup, kerucut pengalihan, dll.)
(2) 45 # baja (sebagai A, B Plate, Slider, CLIDING GUDER COLMOL, dll.)
(3) T8, T10 (kolom pemandu, lengan pemandu, jacking, reset batang, dll.)
(4) A3 baja (belat cetakan depan dan belakang, baki, pelat pin, kaki mati, dll.)
3. Apa kekerasan perlakuan panas dari inti die-cast die? Apa konsekuensi dari menjadi terlalu lembut dan terlalu keras?
A: Kekerasan maksimum perlakuan panas inti die adalah: HRC45 ~ 48. Perawatannya terlalu lunak (lebih rendah dari HRC43), inti die mudah runtuh, deformasi, dan perekat; Jika perawatannya terlalu keras (lebih tinggi dari HRC50), inti die mudah pecah, dan beberapa bagian akan mencapai HRC58-60 setelah nitrida, (mis., Tuangkan penutup, sisipan, dll.).
4. Apa faktor yang dipertimbangkan dalam cetakan casting saat memilih mesin casting die?
Jawaban: (1) instalasi mati (mis. E., Apakah mesin casting die ini dapat dipasang dengan cetakan ini terkait dengan jarak batang bagian dalam dan posisi kolom corolin);
(2) Jumlah Penuang Cairan Logam (apakah kapasitas ruang pers casting die cukup);
(3) gaya cetakan (ketika tekanan spesifik yang masuk akal disesuaikan, gaya cetakan cukup untuk mengunci cetakan);
(4) tekanan spesifik-tendangan (memastikan kualitas bagian casting);
(5) Buka perjalanan mode (dapat mengeluarkan produk).