
Kesalahan format email
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



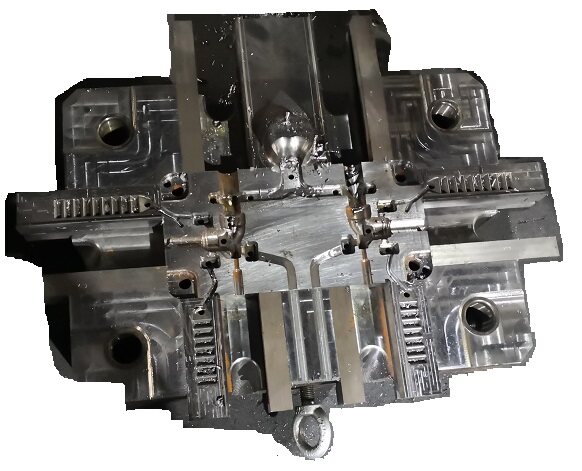
Beberapa poin yang harus dicatat untuk penggunaan cast die
3). Persiapan pelumas
oli sistem kerugian A.Full 85% -90% + grafit 10% -15%;
B. Minyak Heavy: 100%;
c.paraffin 30% + waxin kuning 30% + minyak vaseline 14% + grafit 26%;
D.Graphite 25% + Gliserin 20% + Kaca Air 5% + Air 50%;
4). Masalah yang harus dicatat saat menggunakan pelumas
A.Lubricant dapat digunakan pada rongga jenis dan permukaan bagian yang dapat dipindahkan;
B. Jumlah semprotan pelumas harus lebih sedikit setiap kali, dan menjadi seragam, yang terbaik adalah membentuk film pada permukaan jenis setelah penyemprotan.
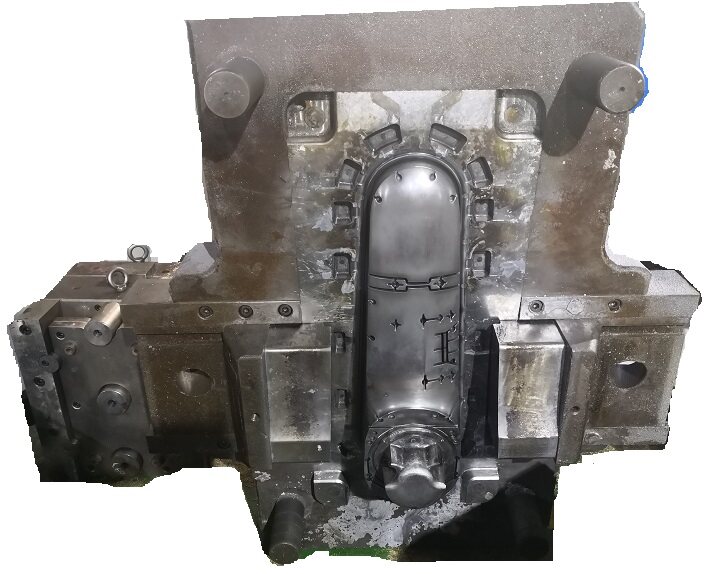
V. Konten penyesuaian dari cetakan casting die
Setelah menyelesaikan cetakan casting die, perlu untuk menyesuaikan kondisi casting die yang benar dan parameter proses untuk mencapai casting mati yang stabil dan menghasilkan coran yang memenuhi syarat.
Sebelum tes sekarat, personel uji die harus memeriksa bahan baku paduan untuk casting untuk memahami karakteristik struktur die, kinerja, kondisi, proses, dan metode operasi.
Pilihan kondisi pembentukan casting yang benar adalah kunci untuk penyesuaian percobaan die. Sering mengalami masalah seperti itu, bahkan jika desain dan pembuatan cetakan sangat benar, tetapi karena pemilihan kondisi casting dan pembentukan yang tidak tepat, hal yang sama tidak dapat menekan casting yang memenuhi syarat. Sebaliknya, dalam beberapa kasus, kondisi casting die dapat disesuaikan untuk mengatasi kekurangan cetakan, dan menekan gips yang memenuhi syarat. Oleh karena itu, personel tes die harus terbiasa dengan peran dan hubungan timbal balik dari kondisi casting die, prinsip aktif cetakan, sehingga dapat dengan benar memilih dan menyesuaikan kondisi casting die.
Isi kondisi pembentukan casting die meliputi: suhu pencairan material, suhu die dan suhu leleh, tekanan injeksi, gaya pengunci die, gaya pembukaan die, rasio tembakan kompresi, dan kecepatan burst yang diperlukan sesuai dengan kondisi bagian manufaktur. Akhirnya, produk casting die harus diperbaiki sebelum mendapatkan bagian casting yang sempurna.
Paduan Tembaga-Zinc 850-960
Prinsip pemilihan suhu paduan die-casting:
1) Semakin rendah suhu logam yang dituangkan, semakin lama masa mati;
2) Hanya dengan casting die suhu rendah dimungkinkan untuk mengurangi kedalaman tangki knalpot dan mengurangi bahaya cairan logam;
3) casting die suhu rendah dapat mengurangi peluang pengetatan ruang penekan dan batang atas;
4) Casting die suhu rendah dapat mengurangi produksi lubang penyusutan dan retakan dalam casting.
Singkatnya, ketika kondisi proses memungkinkan, suhu paduan casting die atau pilih suhu rendah untuk casting mati.
3, suhu kerja cetakan bekerja
Suhu kerja cetakan casting die bervariasi sesuai dengan paduan casting die. Berikut ini adalah nilai yang disarankan dari beberapa cetakan paduan untuk seleksi:
Nama cetakan suhu kerja / ℃
Cetakan paduan seng 150-180
Cetakan Paduan Aluminium 180-225
Cetakan Paduan Magnesium 200-250
Cetakan paduan seng tembaga 300
Prinsip suhu kerja casting die:
1) Suhu cetakan terlalu rendah, struktur internal casting longgar, debit udara sulit, sulit dibentuk;
2) Suhu cetakan terlalu tinggi, struktur internal casting padat, tetapi casting mudah untuk "mengelas" melekat pada rongga cetakan, cetakan lengket
Tidak mudah untuk melepaskan casting, dan suhu tinggi akan memperluas cetakan itu sendiri, dan mempengaruhi akurasi ukuran casting.
3) Suhu cetakan harus dipilih dalam kisaran yang sesuai, umumnya, setelah tes yang sesuai, kontrol suhu konstan masuk akal.
4, pelumasan cetakan die-casting
1). Tujuan pelumasan
Pelumasan bertindak sebagai agen pemisahan untuk casting die dan die-casting; Sebagai bagian aktif dari casting die dan pers, mengurangi gesekan, meningkatkan masa pakai die-casting, dan mengurangi kehidupan die karena kelelahan termal untuk operasi yang lama.
2). Persyaratan pelumas
Pemilihan pelumas harus memenuhi persyaratan berikut:
A. Pengecoran die tidak dapat melekat pada rongga jenis;
B. Bahan baja yang tidak dapat merusak permukaan tipe cetakan;
C. Tidak dapat menghasilkan gas beracun;
d.do tidak menghasilkan abu saat pemanasan;
E.Setelah pelumasan harus melekat secara merata pada rongga jenis dan permukaan kerja tanpa hanyut oleh logam bertekanan tinggi.